Prentsa-balazta tolestatzeko makinak, batez ere, plaka zuzen-zuzena egiten du. Molde sinpleak eta prozesu ekipamenduak erabiliz, metalezko xafla forma geometriko jakin batean sakatu daiteke, eta luzatze, puntzonaketa, zulaketa eta uhindura sakatuz ere prozesatu daiteke. Benetako ekoizpenean, CNC prentsa balazta-makina metalezko kutxen, kaxa-oholen, U formako habeen eta laukizuzen forma geometrikoen tolesturaz jabetzeko erabiltzen da batez ere. Bere prozesatzeak okertze zuzentasun handiko abantailak ditu, hortz-markak ez, zuritu, zimurrik, etab.
CNC tolestatzeko makinen fabrikazio-teknologiaren etengabeko garapenarekin, bere abantailak, hala nola, kokapen-zehaztasun handia, erosotasuna, jarduerarik gabeko asaldura-konpentsazioa eta prozesatutako produktuen koherentzia ona izan dira txapa fabrikatzaileen enpresa gehienek. Hala ere, nahi mugatuekin, tolestatzeko makina hobeto aprobetxatu eta bere funtzio eta abantailei erabateko jolasa nola eman, CNC prentsa-balazta tolestatzeko makina erabiltzen duten fabrikatzaileek arreta jartzen duten eta premiazko konpondu behar duten arazoa bihurtu da. Epe luzeko fabrikazio- eta erabilera-prozesuan, Zhongrui-k eraginkortasunez zabaldu ditu toleste-makinaren funtzioak eta esperientzia pilatu du erreminta osagarriak gehituz, dauden moldeen eraldaketa eta gunearen erabilera malguaren bidez. Artikulu honek Zhongrui-ren CNC prentsa balazta-makina DA66T hartzen du adibide gisa eta erabiltzen diren trebetasunak xehetasunez aurkezten ditu.
Gehitu tresna osagarriak
Prentsa-balazta-makina-erreminta malgua eta erabiltzeko erraza egin nahi baduzu, ezinbestekoa da erreminta osagarriak gehitzea. Tresna osagarrien gehikuntzak CNC tolesteko makina-erremintaren prozesatzeko sorta zabaltzeaz gain, prozesatzeko eraginkortasuna hobetu dezake.
1) Trantsizio plaka (erdiko plaka lagundua molde azkarrerako)
Tolestu makinaren irekiera altuera goiko eta beheko mahaien arteko distantziari dagokio. DA66T CNC tolestu makinak irekiera altuera handiagoa duelako, kontuan hartu irekiera handi bat erabiltzea prozesatzeko barrutia zabaltzeko. 1. Irudian ikusten den bezala, jatorrizko trantsizio plakari beste trantsizio-plaka bat gehitzeak piezaren alboko tolestura-altuera handitu dezake (85 mm-ra arte), albo-tolestura-ertz handiagoak dituzten prozesamendu sakona egin ahal izateko. Norberak egindako trantsizio-taulak trantsizio-taularen zabalera pertsonaliza dezake zure zati komunen arabera, eta egokiena da bi aldeetan ertz handiagoak dituzten zabalera txikiko piezak prozesatzeko.

2) Aurrealdeko panelaren izkina
2. Irudian ikusten den bezala, makinaren aurrealdea izkina batez hornituta dago, pieza txikiak jarri eta piezak hartzeko denbora murrizteko. Aldi berean, lan-mahai txiki bat instalatzen da pieza txikiak prozesatzea eta biltzea errazteko.

Erabili moldea guztiz
CNC prentsa balazta tolesteko makinaren erabilera goiko eta beheko moldeetan oinarritzen da batez ere. Molde-kopurua txikia bada eta aplikazioa malgua ez bada, makina-erremintaren prozesatzeko eremua asko murriztuko da. Hori dela eta, baldintza finkoetan, lehendik dagoen moldearen funtzioa nola maximizatu konbinazio optimizatuaren eta eraldaketa partzialaren bidez makina-erremintaren erabiltzaile orok pentsatu behar duen arazoa da. Hona hemen erabiltzen dugun hedapen-funtzioa CNC tolestatzeko makinaren moldea aldatuz Sarrera.
1) Goiko trokel artezteko punta R
Goiko trokela denbora luzez erabiltzen denean, bere puntaren higadura irregularki aldatuko da. Moldearen altuera aldatzen da eta tolestearen zehaztasuna ezin da bermatu. Arteztuz, R punta zuzenduz eta V formako zirrikitu handiago batekin bat eginez, plaka lodiak tolestu daitezke. Honek moldearen bizitza luzatzen du.
2) Txatarra-moldeak aldatu berdintzea lortzeko
Konposatu tolesturazko trokelik ezean, hildako ertza nola sakatu konpontzea da adibide bat. Hildako ertza forma tolestua da, non bi geruza elkarren gainjartzen diren, eta normalean sendotzeko erabiltzen da. Orokorrean, 2 mm-tik gorako taulak ez du ia prentsa-ertz hilik. Sakatu hildako ertza tolesteko trokel konposatu batekin osatu behar da, eta eratu beharreko bi prozesu baino gehiagotan banatu behar da.
Gehien erabiltzen den metodoa tolesteko trokel konposatua erabiltzea da, 3. Irudian ikusten den bezala. Lehenengo urratsean, materiala 30°-ra tolesten da, eta bigarren urratsean, 30°-ko tolestura-angelua aurrealdeko muturrean jartzen da. molde konposatua, eta materiala ertz hil batean tolestuta dago. Baina ez dugu tolestatzeko trokel konposatu bat, 30°-ko angelu akutuko tolesdurarako trokel bat baizik. Osatu lehen urratsa tolestu konposatuaren trokelaren lehen urratsa dagoen moldearekin, eta bigarren urratsak beste metodo bat besterik ez du aurkitu. Bigarren urratsean, goiko eta beheko moldeak biak lauak dira. Aztertu ondoren, lehendik dagoen v-arteka bikoitzeko beheko moldearen erdiko zatia planoko zati gisa erabil daiteke, eta goiko moldea plano baten bila dabil. Atera lehendik dagoen hondatutako goiko moldea eta xehatu aiztoaren ertza estilo lau batean, eta horrela prentsaren eraketa arazoa konpontzen da hildako ertza.

Aldatutako moldeen multzo hau erabiliz ere berdindu egin daiteke. Benetako prozesazioan, makina-erremintaren operadoreek batzuetan akatsak egiten dituzte, besteak beste, ertzak tolestu edo berdinak ez diren tolesdura-dimentsioak. Piezaren gainazaleko eskakizunak handiak ez diren kasuetan, pena da pieza hondatzea, tolestura-ertza laua uzteko. Knockout oso neketsua da, baina goiko molde konbinazioa erabiliz erraz berdindu daiteke. Piezak eskuz erraz sakatu daitezke goiko eta beheko moldeetara, eta, ondoren, piezak berdindu egiten dira CNC tolestu makinarekin.
Funtzionamenduan zehar trebetasunak
1) Tolesteko trokelak eta prozesatzeko materialak jartzea
Plana antolatzerakoan, faktore hauek kontuan hartu behar dira:
a. Antolatu lodiera bereko materialak elkarrekin;
b. Antolatu eredu bereko moldeak elkarrekin;
c. Antzeko formako moldeak elkarrekin antolatuta daude.
Honek moldea ordezkatzeko denbora eta maiztasuna murriztu dezake.
2) Pieza estu eta txikien angelu zuzeneko kokatzea
Tolesturako zatia estua eta luzea denean, ez da erraza aurkitzen. Prozesatzen zehar, sarritan gertatzen da erabakiaren osteko kokatzea eta tolestutako zatia erraz okertzea. Hori dela eta, 4. irudian erabilitako metodoa erabiliz, moldea beheko moldeari itsatsi egiten da angelu zuzena ziurtatzeko. Horrela okertzen denean, pieza ez da erraza okertzen.

3) Zati triangeluarrak tolestu
Tolesturako piezak tolestuta daudenean, angelu zorrotzeko zatiak ez dira erraza atzeko arautik hurbil egotea. Oro har, dimentsio txikiena L ≤10 mm berehala atzeko araua denean, kokapen gailua kontuan hartu behar da. Benetako lanean, diseinua eta prozesua erraz alde batera uzten dira, eta horrelako arazoak askotan gertatzen dira. Prozesatzen denean, piezaren tamainaren arabera, pieza bakar bat tolestu trokelarekin lerrokatzen dela eta pieza bikoitza atzealdearekin lerrokatzen dela zehazten da.
4) Gehitu R plaka mehea
Bezeroen behar desberdinak direla eta, tolestu ertzean eskatutako R balioa ere desberdina da. Prozesatzeko prozesuan, dimentsio-zehaztasun handirik behar ez duten piezetarako, erabili atzeko plaka bat R balioa handitzeko, tolestu ondoren beharrezkoa den R balioa lortu ahal izateko. Diseinu-baldintzen arabera, R-k V-ren eta barneko R-ren arteko erlazioari egiten dio erreferentzia, plakaren lodiera hautatzeko eta 5. Irudian agertzen den formara tolestu. Erabiltzen duzunean, erabili besarkada bat goiko moldea estutzeko. Metodo hau erabiltzeko erraza da eta hainbat geruzatan erabil daiteke.

5) Pieza bakarra eta molde anitz ezarpenak
Zhongrui-k DA66T CNC tolesteko makina erabili zuen 2 zilindro hidraulikorekin erakustaldi gisa. 6. Irudian erakusten den molde anitzeko konfigurazioa probatu da, hau da, eredu bereko goiko eta beheko moldeak ataletan instalatzen dira aldi berean, eta horrek pieza osoaren hainbat bihurgune prozesatzea osa dezake, moldea instalatzeko denbora murriztuz. eta piezak behin eta berriz manipulatzea. Gaur egun, altuera berdina okertzeko goiko troquela agertu da merkatuan. Goiko moldearen altuera uniformea da, eta mahai berean forma ezberdinetako moldeak ere erabil daitezke. Modu honetan, molde ezberdinen segmentuzko tolesketa egitea posible da.

6) Programatu zati tipikoen erregistroak
Pieza tipikoak prozesatu ondoren, prozesatzeko parametroak denboran erregistratu behar dira, eta programa tolestu-makinaren biltegiratze eremuan gorde behar da piezaren marrazki-zenbakiarekin, etorkizunean berrerabili ahal izateko, serie bat asko murriztuz. makurtu baino lehen prestakinak. Taula bat ere egin dezakezu, piezaren izenaren, marrazki-zenbakiaren, grafikoen, materialaren eta tolestearen parametroen ezarpen zehatzak biltzen dituena. Mahaia altzairuzko plaketan, aluminiozko plaketan eta altzairu herdoilgaitzezko plaketan banatzen da. Mota bakoitza materialaren lodieraren arabera bereizten da. Pieza tipikoak aurkitzeko behar den denbora murriztuko da. Prozesu-txartelarekin konbinatuz gero, hau prozesatzeko instrukzio oso osoa da. Esperientzia gutxi duten langile berriek ere piezak prozesatzeko gomendioak jarraitu ditzakete.
7) Moldearen luzera ez da nahikoa ataletan okertzeko
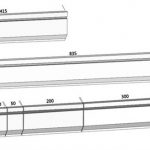
Lekuko prozesazioan, askotan gertatzen da moldearen luzera tolestura-ertza baino txikiagoa dela. Molde berezi asko produktu finkoen erabileraren arabera zehazten direnez, tolestura segmentatuaren metodoa erabiltzen da moldearen luzera tolestura ertza baino txikiagoa denean. Moldearen luzera tolestura ertzetik hurbil dagoenean, urratu ertza tolestu ertzarekiko perpendikularra, eta gero tolestu tolestu ertza behar den neurrira sekziotan. 7a irudia tolestutako zatiaren ezkerreko erdia da, eta 7b irudia tolestutako zatiaren eskuineko erdia.

8) Posizionatzeko atzeko neurgailuan zuloa erabiliz
Tolesturiko zatiaren tamaina handia denean eta atzeko neurgailua erabiltzen duenean, piezak sarritan hondoratzen dira bere pisuagatik, eskuko pieza laburra da eta operadorea ez da erraza piezari eustea. Piezen maila bermatzeko, operadore bat jarri behar da atzeko arauan piezak eskuz maila maila batera eusteko. Hori dela eta, pieza horiek prozesatzen direnean, 2 operadore antolatu behar dira. Lanean, atzealdeko neurgailua tamaina jakin batera jaitsi daitekeela aurkitzen da, eta atzeko neurgailuko zutoinak kokatzeko erabiltzen dira, eta piezak horizontalean jartzen dira atzeko neurgailuan. Horrek operadore-kopurua murrizteaz gain, mekanizazioaren zehaztasuna modu eraginkorrean bermatzen du.
9) Forma itxi sakona makurtzea
Benetako prozesamenduan, forma itxi sakoneko tolesketa prozesatzea malgutasunez erabil daiteke. Mota itxiko toleste sakoneko trokelik ezean, piezak 7. Irudian erakusten den moduan tolestzerakoan, 8. Irudian ageri den estutze-egoera hartzen da. Trantsizio-taula bereizi, distantzia piezaren zabalera baino apur bat handiagoa da eta tamaina arrazoiz esleitzen da eta bi zati aldi berean tolestu daitezke.

Goian aurkeztutako prozesatzeko metodo eta teknikek produktuetan antzeko pieza ugariren prozesatze-arazoak ebatzi ditzakete, eta oso egokiak dira barietate, sorta txiki eta ekoizpen-ziklo laburrak dituzten produktuak garatzeko. Metodo hauen bidez, tresnen kostuen gastua ez ezik, ekoizpen eta prozesatzeko zikloa laburtu, ekoizpen kostua murrizten da eta produktuaren kalitatea hobetzen da. Prozesatzeko metodo eta erabilera trebetasun hauek antzeko egiturak dituzten CNC prentsa balazta tolestatzeko makinetan ere aplikatu eta sustatu daitezke.
Lotutako produktuak
 Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona
Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona- WILA plaka ertain eta lodiak tolesteko irtenbide eraginkorra
- Nola aukeratu prentsa-balazta tolestatzeko makinaren trokel egokia
- Tolestura-sekuentzia konbentzionala eta toleste-makinaren moldearen eguneroko erabileraren zehaztapena
- Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati
- CNC Prentsa Balazta Makinaren lan-printzipioa eta konposizioa
- Txinako Prentsa Balazta Tolesteko Makina Moldea
- Nola kalkulatu zure prentsa-balaztarako bihurgune-holantza
- Zer da Press Brake Crowning
- 2021 Metalezko balazta-makinaren azken gida