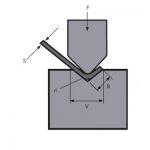
Prentsa balazta puntzoia / troquela goiko eta beheko moldeetan banatzen da, xafla estanpatzeko moldeak osatzeko eta bereizteko erabiltzen direnak. Konformatzeko moldeak barrunbe bat du, eta bereizteko moldeak ebaketa-ertza du. Prentsa-balazta-makinaren puntzoi/makinak eragin handia du piezaren zehaztasunean. Tolestura prozesuan, moldea piezarekin harremanetan jartzen den guztia da.
Tolestu-makinaren/prentsa-balazta-balazta-frengaren trokelak L-formakoak, R-formakoak, U-formakoak, Z-formakoak, etab. Goiko trokelak 90 gradu, 88 gradu, 45 gradu, 30 gradu, 20 gradu ditu batez ere. 15 gradu eta abar angelua. Beheko moldeak 4 ~ 18V-ko zirrikitu bikoitza eta zirrikitu bakarra ditu zirrikitu-zabalera ezberdinekin, baita R beheko moldea, angelu akutua beheko moldea, berdintzea eta abar.

Zehaztasun oso altua
Oso garrantzitsua da moldearen zehaztasunak toleste prozesuan piezaren zehaztasunean asko eragitea. Moldearen higadura egiaztatu behar da erabili aurretik. Ikuskatzeko metodoa goiko moldearen aurrealdetik sorbaldarainoko luzera eta beheko moldearen sorbalda arteko luzera neurtzea da. Ohiko moldeetarako, metro bakoitzeko desbideratzea ± 0,0083 mm ingurukoa izan behar da eta luzera osoaren desbideratzea ez da ± 0,127 mm baino handiagoa izan behar. Zehaztasun artezteko moldeari dagokionez, metro bakoitzeko zehaztasunak ± 0,0033 mm izan behar du eta guztizko zehaztasuna ez da ± 0,0508 mm baino handiagoa izan. Oro har, artezteko molde finak erabiltzea gomendatzen da toleste-makina elektro-hidraulikoetarako edo tortsio-ardatz tolestatzeko makinetarako, eta eskuzko tolestu-makinetarako ohiko moldeak.
CNC prentsa balazta-makinaren erreminta atala behean bezala:

Instalazio finko automatikoa
Goiko trokela irristagailua goiko hildako erdigunera igotzen denean instalatzen da, eta moldea finkatzeko sistemak hainbat molde mantendu ditzake tintze-presioa aplikatu arte.
Finkatzeko sistema hidraulikoa
Pintzatze sistema hidraulikoa da estutze metodorik eraginkorrena. Makina berriek zein zaharrek horma-sistema hau erabil dezakete, denbora eta kostua aurreztuz. Tolestu makina zaharraren karga-azalera kaltetuta badago, clamping sistema hidraulikoa izango da aukerarik onena kalteak konpontzeko, eta, aldi berean, clamping eta instalazioaren eraginkortasuna hobetzen du.

Automatikoki estutu lekuan
Finkatzeko presioa aplikatzen denean, goiko trokela gora bota eta automatikoki estutu egiten da. Honek toleste prozesuan goiko moldea moldearen behealdean sakatu beharra ezabatzen du.
Ukabilkada/trontza aukeratzea
Lehenik eta behin, zehaztu tolestu beharreko xaflaren lodiera. Adibidez, 0,75 mm-tik 6,30 mm-ko lodierako plakak tolestu nahi dituzu. Ondoren, biderkatu xafla meheenaren lodiera 8z, behar den V-duela gutxieneko tamaina kalkulatzeko. Adibide honetan, 0,75 mm-ko plaka bat da behar den gutxieneko moldea, beraz, 0,75×8=6. Hirugarrenik, biderkatu xafla lodienaren lodiera 8z, beharrezko V formako trokelaren gehienezko tamaina kalkulatzeko.
8 aldiz printzipioa
Hau da, V formako moldearen irekierak xaflaren lodiera baino 8 aldiz handiagoa izan behar du. Biderkatu xaflaren lodiera 8z, hurbilen dagoen moldea hautatzeko. Adibidez, 1,5 mm-ko lodierako plaka batek 12 mm-ko molde bat behar du (1,5×8=12 mm). 3,0 mm-ko plaka bat bada, 24,0 mm-ko moldea behar da. (3,0×8=24,0). Ratio honek angelu-aukera onena eman dezake, horregatik jende askok "aukera onena" deitzen du. Argitaratutako toleste-diagrama gehienak ere formula honetan oinarritzen dira.
Ereduak aukeratzeko arauak
L formako piezak tolesteko hautapen-araua ez dagoela araurik da, ia goiko trokelak erabil daitezke. Beraz, pieza talde baterako goiko moldeak aukeratzerakoan, L formako piezak azkentzat har daitezke, goiko edozein moldek tolestu ditzakeelako. L formako pieza hauek tolestzerakoan, beste pieza batzuk ere tolestu ditzaketen goiko moldeak erabiltzea gomendatzen da. Moldeak erostean, zenbat eta gutxiago orduan eta hobeto. Honek ez du soilik moldearen kostuak murrizteko, baita behar diren moldeen kopurua murrizteko eta instalazio-denbora murrizteko ere.


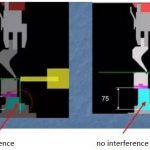
Piezaren goiko atala beheko atala baino luzeagoa denean, lepoko trokel bat behar da. Piezaren goiko atala beheko atala baino laburragoa denean, goiko edozein trokel ondo dago. Piezaren goiko atala eta beheko atala luzera berdinak direnean, angelu zorrotzeko goiko trokel bat behar da. Laburbilduz, goiko trokel hautatzeko araua piezaren interferentziaren araberakoa da batez ere, hau da, tolestearen simulazio softwareak paper garrantzitsua izan dezake. Erabilitako sistemak ezin badu tolestu egoera simulatu, sareta atzeko planoa duen marrazkia erabil dezakezu goiko moldeko piezaren interferentzia eskuz egiaztatzeko, beheko irudian ikusten den moduan.


Koska molderik gabe
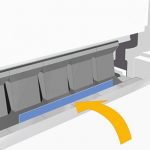
Ia V-formako tolestu makinen molde tipiko guztiek marka batzuk utziko dituzte piezan, hau da, tolestean metala moldean sakatzen delako. Kasu gehienetan, markak txikiak edo onargarriak dira. Erradioa handitzeak markak murriztu ditzake. Baina batzuetan marka txikienak ere onartezinak dira, hala nola margotutako edo leundutako plakak tolestu aurretik. Nylon txertaketak erabil daitezke koskak kentzeko, beheko irudian ikusten den bezala. Koskarik gabeko okertzea bereziki garrantzitsua da fabrikatutako hegazkinetarako edo pieza aeroespazialetarako, ikuskatzaileek zaila baita begi hutsez pieza bat ikuskatzea eta marradurak eta pitzadurak bereiztea.

Lotutako produktuak
 Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona
Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona- WILA plaka ertain eta lodiak tolesteko irtenbide eraginkorra
- Erabili CNC tolestu makinaren trebetasunak
- Tolestura-sekuentzia konbentzionala eta toleste-makinaren moldearen eguneroko erabileraren zehaztapena
- Tolestura-indarraren kalkulua txapa-makinaren tolestura librean zehar
- Zerez eginda daude Prentsa-balaztagailuak? Zer da Press Brake Tresna?
- Zenbat prentsa-balazta hidrauliko mota
- Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati
- Zer da Press Brake Crowning
- Nola kalkulatu zure prentsa-balaztarako bihurgune-holantza