Ohiko toleste-sekuentzia
1. Alde laburra lehenik eta alde luzea lehenik: orokorrean, lau aldeak tolestuta daudenean, alde laburra lehenik eta gero alde luzea tolestea onuragarria da piezaren prozesatzeko eta tolesteko moldearen muntaketa egiteko.
2. Periferikoa lehenik eta erdikoa gero: egoera normaletan, normalean piezaren periferiatik hasi eta piezaren erdialderantz tolesten da.
3. Partziala lehenik, gero osoa: piezaren barnean edo kanpoan egitura batzuk badaude, beste tolestura-egituretatik desberdinak direnak, orokorrean egitura hauek tolestu egiten dira lehenik eta gero beste zati batzuk.
4. Kontuan hartu interferentzia-egoera eta antolatu toleste-sekuentzia arrazoiz: toleste-sekuentzia ez da estatikoa, eta prozesatzeko sekuentzia behar bezala egokitu behar da tolestura-formaren edo piezaren oztopoen arabera.

Tolestu makinaren moldearen eguneroko erabileraren zehaztapena
1. Piztu prentsa balazta tolestatzeko makinaren potentzia, piztu tekla etengailua, sakatu olio-ponpa abiarazteko, tolesteko makina olio-ponpa biratzen hasten da eta makina ez da oraindik lanean hasi.
2. Ibilbidearen doikuntzak proba bat behar du tolesteko makinaren moldea ofizialki martxan jartzen denean. Toleste-makinaren goiko trokela behealdera jaisten denean, plakaren lodierako tartea egon behar da. Bestela moldeari eta makinari kalteak eragingo dizkio. Trazuaren doikuntzak doikuntza azkarra elektrikoa eta eskuzko doikuntza fina ere baditu.
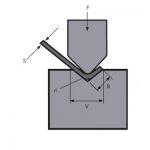
3. Okertzeko makinaren moldearen koska hautatzeko, oro har, plakaren lodieraren zabaleraren 8 aldiz koska bat hautatzen da. 4 mm-ko xafla bat tolesten baduzu, 32 inguruko zirrikitu bat aukeratu behar duzu.

4. Egiaztatu tolestu-makinaren goiko eta beheko moldeen gainjartzea eta irmotasuna; egiaztatu kokapen-gailuek prozesatzeko baldintzak betetzen dituzten ala ez. Maiz egiaztatu goiko eta beheko moldeen gainjartzea; presiometroaren argibideak araudia betetzen duen.
5. Xafla tolestuta dagoenean, trinkotu egin behar da, xafla altxatu eta operadoreari kalte egin ez diezaion tolestzerakoan.
6. Elikadura hornidura moztu egin behar da txapazko trokela doitzean, eta funtzionamendua gelditu behar da.
7. Tolesteko makina aldagarriaren beheko trokelaren irekiera aldatzean, ez da materiala beheko trokelarekin harremanetan jartzen uzten.
8. Debekatuta dago tolesteko makinen trokelak erabiltzea burdinazko plakak edo altzairu gogortutako plakak, goi-mailako aleazio-altzairuak, altzairu karratuak eta txapa tolesteko makinaren errendimendua gainditzen duten xaflak makina-erremintaren kalteak ekiditeko. .
9. Itzali tolestu makina, eta jarri egurrezko blokeak beheko moldeetan bi aldeetako zilindroen azpian goiko plaka irristakorra egurrezko blokeetara jaisteko. Irten kontrol-sistemako programatik lehenik, eta moztu elikadura-hornidura.

Lotutako produktuak
 Potentzia Hidraulikoaren Prentsa Makinaren funtzionamendu seguruaren arauak
Potentzia Hidraulikoaren Prentsa Makinaren funtzionamendu seguruaren arauak- Nola aukeratu prentsa-balazta tolestatzeko makinaren trokel egokia
- Erabili CNC tolestu makinaren trebetasunak
- WILA plaka ertain eta lodiak tolesteko irtenbide eraginkorra
- Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona
- Lau zutabeko prentsa hidraulikorako ohiko akatsak eta arazoak konpontzeko metodoa
- Mozteko makina hidraulikoaren ohiko hutsegiteen konponketa eta olio-zirkuitu sistemaren mantentze-lanak
- Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati
- Zer da Press Brake Crowning
- Nola kalkulatu zure prentsa-balaztarako bihurgune-holantza