Irristatzailearen deformazioak eragindako ondorio kaltegarriak ezabatzeko, irristagailuaren deformazioaren deformazioa konpentsatu behar da. Konpentsazio-metodoak honako hauek dira:
1. Konpentsazio hidraulikoa
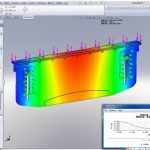
Lan-mahaiaren desbideratze automatiko hidraulikoaren konpentsazio-mekanismoa beheko mahaian instalatutako olio-zilindro talde batek osatzen du. Konpentsazio-zilindro bakoitzaren posizioa eta tamaina graduatzailearen desbideratze-konpentsazio-kurbaren eta lan-mahaiko elementu finituen analisiaren arabera diseinatuta daude.
Bertsio neutroaren konpentsazio hidraulikoaren bulge konpentsazioa aurrealdeko, erdiko eta atzeko hiru plaka bertikalen arteko desplazamendu erlatiboaren bidez gauzatzen da. Printzipioa altzairuzko plakaren beraren deformazio elastikoaren bidez bulgea konturatzea da, beraz, konpentsazioa lan-mahaiaren doikuntzaren barruti elastikoan gauzatu daiteke.

2. Konpentsazio mekanikoko taula metodoa
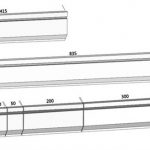
Ziri irtenak gainazal inklinatuak dituzten ziri zeihar irtenen multzo batez osatuta daude. Irtena den ziri bakoitza elementu finituen analisiaren bidez bloke lerragarriaren desbideratze kurbaren eta lan-mahaiaren arabera diseinatuta dago.
Zenbakizko kontrol-sistemak behar den konpentsazio-kopurua kalkulatzen du pieza tolestuta dagoenean karga-indarraren arabera (indar honek irristailuaren eta lan-mahaiaren plaka bertikalaren desbideratzea eta deformazioa eragingo du), eta automatikoki kontrolatzen du ziri ganbilaren mugimendu erlatiboa. Horrela, modu eraginkorrean konpentsatu dezake bloke lerragarriak eta mahaiaren plaka bertikalak sortutako deformazio-deformazioa, eta tolestura-pieza ezin hobea lor dezake.
Desbideratze mekanikoaren konpentsazioa "aurre-irtengunearen" posizioa kontrolatuz lortzen da eta ziri multzo bat osatzen da lan mahaiaren luzera-noranzkoan. Benetako desbideratze berdina duen kurbak goiko eta beheko moldeen arteko tartea koherentea egiten du tolestean zehar, tolesturako piezaren angelu bera bermatuz luzera norabidean.

Konpentsazio mekanikoaren abantailak
1) Konpentsazio mekanikoak desbideratze konpentsazio zehatza lor dezake lan mahaiaren luzera osoan. Desbideratze mekanikoaren konpentsazio iraunkorreko egonkortasuna du, konpentsazio hidraulikoaren mantentze-maiztasuna murrizten du (adibidez, olio-ihesak) eta mantentzerik gabekoa da makina-erremintaren bizitzan zehar.
2) Desbideratze mekanikoaren konpentsazioak konpentsazio puntu gehiago dituelako, CNC txapa-balaztak konpentsazio lineala lor dezake pieza lantzean tolesten denean eta piezaren toleste-efektua hobetu dezake.
3) Konpentsazio mekanikoak potentziometro bat erabiltzen du itzulerako seinalearen posizioa neurtzeko. Zenbakizko kontrol-ardatz gisa, kontrol digitala egiten du eta konpentsazio-balioa zehatzagoa egiten du.
Lotutako produktuak
 Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati
Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati- Prentsa-balazta hidraulikoa altzairu herdoilgaitzerako
- Prentsa-balazta tolestatzeko makinen ohiko hutsegite mekanikoen eta mantentze-lanak
- 100t-ko lau zutabeko prentsa hidraulikoaren ohiko akatsak eta arazoak konpontzeko metodoak
- Tandem Prentsa Balazta Hidraulikoa
- Elektrohidrauliko sinkronoa VS tortsio-ardatz sinkronoa CNC tolestu makina
- DA66T CNC Prentsa Hidraulikoaren Balazta Makina
- IPG Itxi Mota Taula 4KW Zuntz Laser Metal Ebaketa Makina
- Txinako Prentsa Balazta Tolesteko Makina Moldea
- Zenbat prentsa-balazta hidrauliko mota