1. Egiturazko printzipio desberdinak
Bi modeloen diseinu-printzipioak desberdinak dira, eta ondorioz egitura desberdinak sortzen dira tolestearen irristagailuaren bi aldeetan sinkronizazioa bermatzeko. Torsio-ardatzaren tolestura-makinak tortsio-ardatza erabiltzen du ezkerreko eta eskuineko swing-haxkak konektatzeko tortsio-ardatza bat osatzeko sinkronizazio-mekanismo bat behartuz zilindroak gora eta behera mugitzera bi aldeetan, beraz, tortsio-ardatzaren sinkronizazio-makina behartutako sinkronizazio-metodo mekanikoa da. , eta graduatzailearen paralelismoa ezin da automatikoki egiaztatu bitartekaritza automatikoa.
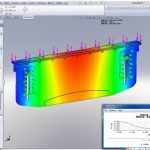
Okertzeko makina elektro-hidrauliko sinkronoa graduatzailean eta hormako plakan eskala magnetiko (optikoa) instalatzeko da. Zenbakizko kontrol-sistemak graduatzailearen bi aldeen sinkronizazioa azter dezake edozein unetan eskala magnetikoaren (optikoa) feedbackaren informazioaren bidez. Erroreren bat badago, zenbakizko kontrol sistema serbo balbula elektro-hidrauliko proportzionalaren bidez egokituko da irristagailuaren bi aldeetako trazua sinkronizatzeko. Zenbakizko kontrol-sistemak, kontrol hidrauliko balbula-taldeak eta eskala magnetikoak toleste-makina elektro-hidrauliko sinkronoaren feedback-begizta itxiko kontrola osatzen dute.

2. Zehaztasuna
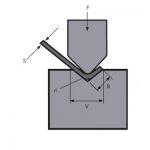
Graduatzailearen paralelismoak piezaren angelua zehazten du. Torsio-ardatzaren tolestura sinkronoko makinak mekanikoki irristailuaren sinkronizazioa mantentzen du, denbora errealeko errore-adierazpenik gabe, eta makinak berak ezin du doikuntza automatikorik egin. Horrez gain, bere karga partzialaren ahalmena eskasa da (torsio-ardatzaren tolestura sinkronoko makinak tortsio-ardatza erabiltzen du sinkronizazio-mekanismoa zilindroak bi aldeetan gora eta behera mugi ditzan behartzeko. Epe luzeko karga partzialak tortsio-ardatza deformatuko badu. .), makina elektro-hidrauliko sinkronoa tolestu elektriko proportzionalen bidezko sistema bat da. Balbula likidoen taldeak graduatzaileen sinkronizazioa kontrolatzen du eta eskala magnetikoak (optikoak) denbora errealeko erroreen iritzia ematen du. Errore bat egonez gero, sistema balbula proportzionalaren bidez egokituko da irristagailuaren sinkronizazioa mantentzeko.
3. Abiadura
Makinaren lanean bi puntu daude bere martxa-abiadura zehazten dutenak: (1) irristagailuaren abiadura, (2) backgauge-abiadura, (3) tolestura-urratsak.
Torsio-ardatz sinkronoa tolestatzeko makinak 6:1 edo 8:1 zilindro bat erabiltzen du, hau da, motela, eta elektro-hidrauliko sinkrono tolestu makina 13:1 edo 15:1 zilindroa erabiltzen du, hau da, azkarra. Hori dela eta, tolesteko makina elektro-hidrauliko sinkronoaren beheranzko abiadura eta itzulera-abiadura tolestura-makina sinkronoa baino askoz handiagoak dira.
Torsio-ardatz sinkronoko tolestura-makinaren irristagailua beherantz mugitzen denean, abiadurak azkar jaisteko eta moteltzeko funtzioak dituen arren, bizkor jaitsi eta itzultzeko abiadurak 80 mm/s baino ez dira, eta aldaketa azkarra eta motela ez da leuna. Backgaugearen abiadura 100 mm/s baino ez da.
Pieza hainbat urratsetan tolestu behar bada, tolestura-ardatz sinkronoaren makina prozesu bakoitza bereizita ezarri behar da eta prozesatzeko prozesua oso astuna da. Hala ere, makina sinkrono elektro-hidraulikoak urrats bakoitzaren prozesua ezarri eta gorde dezake ordenagailuaren bidez, eta etengabe funtzionatu daiteke, eta horrek asko hobetzen du tolestura-urratsaren abiadura eta lanaren eraginkortasuna hobetzen du.
Makina elektro-hidrauliko sinkronoaren irristagailua jaisten denean, abiadurak azkar jaisteko eta moteltzeko funtzioak ditu. Jaitsiera eta itzulera azkarra 200 mm/s-ra irits daiteke, eta bihurketa azkarra eta motela leuna da, eta horrek asko hobetu dezake ekoizpenaren eraginkortasuna. Aldi berean, backgaugearen abiadura 300 mm/s-ra iristen da.
4. Indarra
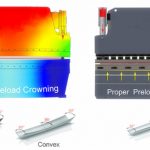
Diseinu propioa dela eta, tolestura sinkronoko makina ezin da karga eszentrikoarekin tolestu. Karga eszentrikoaren azpian denbora luzez okertzen bada, tortsio-ardatza deformatuko da. CNC tolesteko makina elektro-hidrauliko sinkronoak ez du horrelako arazorik. Ezkerreko eta eskuineko aldeetako Y1 eta Y2 ardatzek modu independentean funtzionatzen dute, beraz, karga partzialarekin tolestu daiteke. Makina sinkrono elektro-hidrauliko baten lan-eraginkortasuna bi edo hiru tolsio-ardatz tolestatzeko makina sinkronoen baliokidea izan daiteke.
Lotutako produktuak
 CNC Prentsa Balazta Makinaren lan-printzipioa eta konposizioa
CNC Prentsa Balazta Makinaren lan-printzipioa eta konposizioa- Zergatik gehitu konpentsazio sistema bat prentsa-balazta tolestatzeko makina bati
- Prentsa-balazta CNC sistemen konparaketa eta hautaketa
- 4 urratsak CNC txapa-tolesgailuaren E21 sistema ezagutzeko
- Nola egin Deflexio-konpentsazioa CNC txapa-tolesgailurako
- Salduena presio hidraulikoa tailer hidrauliko prentsa prentsa hidraulikoa tona hidraulikoa
- Txinako 40 tonako prentsa-balazta
- Potentzia Hidraulikoaren Prentsa Makinaren funtzionamendu seguruaren arauak
- WILA plaka ertain eta lodiak tolesteko irtenbide eraginkorra
- Prentsa-balazta tolestatzeko makinen ohiko hutsegite mekanikoen eta mantentze-lanak