CNC Prentsa Hidraulikoaren Balazta Makinaren abantaila

1. Eragiketa erraza
CNC prentsa-balazta oso erraza da funtzionatzen eta lan gutxiago behar duen makina da. Beraz, operadoreak makina asko maneiatu ditzake aldi berean. Makina hauek operadorearen ukimenaren, ukipenaren eta soinuaren bidez besterik gabe funtzionatu daitezke. Honetaz gain, oso erabilerrazak dira eta kontrol-sistema oso indartsua dute.
2. Programazio malgua
CNC prentsa-flegaren programazio malguari esker, operadoreak makina ingeles sinplean edo egoki den beste edozein hizkuntzatan kontrola dezake.

Egin daitezkeen eragiketa mota desberdinak ere eskuragarri daude menuan aukera gisa. Beharrezko eragiketa aukeratu ondoren, pantailan beste galdera-zerrenda bat agertzen da ziklo-denborei, materialei, presioei eta ekoizpen-prozesuarekin lotutako beste elementuei buruzkoa. Eta operadoreak erantzunak makinan sartu ondoren, balioak pantailan bistaratzen dira berresteko, erlazionatutako zeregina hasi aurretik.
3. Diseinu Modernoa
CNC prentsa-flegak diseinu modernoa du eta horri esker, operadoreak bihurguneen sekuentzia erraz antola dezake. Era berean, operadoreari behar den produktua azkar fabrikatzen laguntzen dio. Gainera, operadoreak ez du beharrezkoa den presio-kantitatea estimatu behar tolestura-maila zehatz bat sortzeko. Beste faktore batzuk ere, hala nola, bridaren luzera, material mota, lodiera kopurua eta bihurgune-maila zuzenean sartu daitezke CNC kontrol-unitatean. Fabrikatuko den pieza 2D edo 3D amaitutako bertsioan ere ikus daiteke. Honetaz gain, lehen zatia makinan edo lineaz kanpoko ordenagailu baten bidez programatu ondoren, trebetasun gutxiko operadore batek ondorengo piezak ere erraz ekoitzi ditzake.

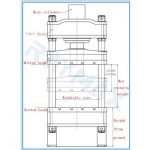
4. Bi aldeetan “C” plaketan instalatutako bi eskala lineal daude.
Laneko mahaian finkatzen dugu lanean zehar desbideratzearen efektua kentzeko. Eskala linealak ahariaren amaierako bi posizioak ikuskatuko ditu (Y1, Y2) eta seinalea bidaliko du. CNC anplifikadorearen bidez anplifikatu ondoren, seinalea ordenagailura itzuliko da. Orduan ordenagailuak zilindroetan sartuko den olioaren bolumena kontrolatuko du. Beraz, ahariaren eta mahaiaren paralelismoa ± 0,01 mm baino gutxiago kontrolatu liteke.
5. Aniztasuna: Tolestu edozein lodiera eta material mota (balaztaren muga fisikoen barruan), pieza konplexuak barne, txasis/euskarri elektronikoak adibidez.
6. DELEM sistemak proba automatikoak eta autodiagnostiko funtzioak ditu. Era berean, programazioak tolestu beharreko plaken tamainak, piezaren neurriak eta erremintak aukeratzea ere barne hartzen ditu. Ondoren, CNC sistemak toleste-indarra eta atzeko neurgailuaren eta ahariaren posizioa automatikoki kalkula ditzake. Era berean, ahari sartze- eta sakatzeko denbora-errelea kalkulatu liteke. Kalitate bikaineko balbula proportzional elektro-hidraulikoak bi zilindroen sinkronizazioa berma dezake, baita karga eszentrikoari aurre egiteko gaitasun ona ere.

7. Atzeko neurgailuak bola-torlojua eta biribilketa-gida modua hartzen ditu, beraz, X ardatzaren kokapen-zehaztasuna errepikatu ± 0,1 mm-ra irits daiteke. Makina osoa segurtasun babesarekin eta interlockearekin da operadorea zaurituetatik babesteko.
8. Zati irristagarri nagusiak, hala nola, zilindroak, pistoi hagaxka, gida-bidea, higadura-erresistentzia tratamendua dute.
9. CNC sistemak CNC prentsa hidraulikoaren balazta-makinaren aharia eta atzeko neurgailuaren trazua kontrolatuko ditu zehaztasun onarekin.
CNC Prentsa Hidraulikoaren Balazta makinaren desabantaila
1. Materiala maneiatzea: materiala xafla handiak maneiatzeko zailtasuna
2. Tresneria: beheko eta goiko tresneria behar da
3. Brida-luzerak trokelaren zehar hedatu behar du toleste-eragiketa osoan zehar, bridaren tamaina mugatuz
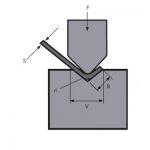
4. Malgu-atzera: tolestura amaitzean, malgu-itzulera gertatzen da deformazio elastikoa berreskuratzearen ondorioz, 1. Irudian ikusten den bezala. Errebote-fenomenoak zuzenean eragiten du piezaren dimentsio-zehaztasunean eta kontrolatu behar da. Zentzu honetan hartutako prozesu neurriak hauek dira: ① Angelu-konpentsazio metodoa. Pieza 90 º-ko tolestura-angelua bada, zirrikituaren azpian (V-formako) irekitze-angelua 78 º hauta daiteke.

1. irudia
Presio-denbora handitzen da zuzenketa metodoaren bidez. Egin presio zuzenketa tolestu amaieran, goiko trokelaren, piezaren eta beheko zirrikituaren ukipen-denbora luzatzeko, tolestu-makinaren deformazio plastikoaren maila areagotzeko, beheko zirrikituaren ertzean, zuntzen errebote-joera izan dadin. tentsioa eta konpresio zona bata bestearen aurka dago, horrela itzulera bonba murriztuz.
Lotutako produktuak
 CNC Prentsa Balazta Makinaren lan-printzipioa eta konposizioa
CNC Prentsa Balazta Makinaren lan-printzipioa eta konposizioa- WILA plaka ertain eta lodiak tolesteko irtenbide eraginkorra
- Nola aukeratu Prentsa Hidraulikoen Balazta-makinaren tona
- Txinako 10 Power Press fabrikatzaile nagusiak
- Nola aukeratu CNC Prentsa Hidraulikoen Balazta Makina Egokia
- 4 urratsak CNC txapa-tolesgailuaren E21 sistema ezagutzeko
- Zer da Press Brake Crowning
- Gilotina mozteko makina nola funtzionatu
- Potentzia Hidraulikoaren Prentsa Makina Mantentzea
- Potentzia Hidraulikoaren Prentsa Makinaren funtzionamendu seguruaren arauak